音源寄与度の分離
騒音対策を行う際に最も重要なことは、騒音源が何であり、その音源寄与度(対象地点における騒音の強度に対する、その騒音源の騒音強度の比率)がどの程度であり、その周波数特性がどうであるかを突き止めることです。その理由は、以下の通りです。
1)騒音源が何であり、その特徴がどうであるかが分かればより適切な騒音対策を行うことができる。
2)主音源対策が可能になる。
騒音対策は主音源(対象地点の騒音に対して最も寄与度の大きい騒音源)または影響の大きい複数の騒音源に対して騒音対策を行う必要があります。このため、騒音源毎に音源寄与度が分かれば騒音源毎に騒音対策をする必要があるかどうか、どの程度の騒音対策が必要かが分かります。
例えば、ある地点では騒音源Aによる騒音の強度が60dBで、騒音源Bによる騒音の強度が50dBであったとします。この時、Aの騒音を10dB小さくすると、測定点での騒音レベルは53dBになり騒音対策効果があります。しかし、Bの騒音を10dB小さくしても測定点での騒音レベルは60dB程度で殆ど効果はありません。このようにやみくもに騒音対策を行ってもコストがかかるばかりです。
ところが音は四方八方に伝播するため、ある地点で測定した音は周囲に存在する多数の騒音源の影響を受け、主音源を特定することは簡単ではありません。現状では、完璧に主音源を割り出せる方法はなく、以下の方法を適宜使用してより効果の高い騒音対策を実現しています。
1)開口合成方式音源探査
・フェーズドアレイ
・音響ホログラフィ
開口合成は騒音源周囲の多数点でを騒音を測定し、音の可干渉性を利用して騒音源付近の騒音強度分布を推定し、音響強度の強い部位を騒音源とします。音源探査には長い歴史がありますが、非定常音にも適用可能なフェーズドアレイ方式が定着してきています。
2)Greenの定理に基づく音源探査
・近距離場音響ホログラフィ
騒音源に近い平面上の多数点で騒音を測定し、Greenの定理を適用して空間内の音響強度などを推定します。音響強度の強い部位を騒音源とします。
3)音響インテンシティ法による音源探査
音響インテンシティ装置を使用して、騒音源に近い多数点で音響強度を測定し、音響強度の強い部分を騒音源とします。
4)相関法による音源寄与度の分離
機械付近の複数点と対象となる場所で騒音を測定し、機械付近の測定部位の対象点に対する音源寄与度を推定するものです。機械付近の測定点においては他の測定点の影響がありますが、相関法を使用してこの影響を抑制して真の音源寄与度に近づけます。
5)周期運動部品の音源寄与度の分離
当社の騒音分析ソフトiNAの周期運動部品音源寄与度分析機能による周期運動部品の音源寄与度分析が該当します。周期運動する部品の周波数における音の強度を加算して当該部品の対象点における騒音強度を算出し、音源寄与度を計算します。ただし、周期運動しない騒音源の寄与度は分離できません。
音源寄与度の分離は、対象点の騒音に対して各騒音源の寄与度を求めるものです。この方法では音源の寄与度が分かるため、音源探査と比較すると主音源が何であるかその騒音源が対象点で何dBの音になっているかが分かります。そこで、その騒音源の強度を何dB低下させれば対象点の騒音レベルが何dBになるかを推定でき、より具体的な騒音対策が可能になります。iNAでは周期運動部品の音源寄与度を周期運動部品が発生する音の特徴を利用して測定します。このため、周期運動部品の音源寄与度が高い場合は定量的に騒音対策を行うことが可能です。
上記の中で、現在よく使われているものとしてフェーズドアレイによる音源探査があります。また、新しい方式として周期運動部品音源寄与度分析があります。これらのメリットとデメリットは以下の通りです。
〇開口合成法のメリット
・主音源の発生部位が分かる。
〇開口合成法のデメリット
・音源寄与度を正確に推定できない。
騒音の強度がピンポイントで特定できるわけではなく、広がりを持ったものになります。そのため、周囲に同じ周波数の騒音源があると対象部位とその周囲の部位の騒音強度の影響を受け正確な強度値にはなりません。そこで、合成した波形を周波数分析しても真のスペクトルにはなりません。
一方で、測定に関しては空間的なエリアシングを避けるために、半波長以下のピッチで測定する必要があります。これを守らない場合は空間的なエリアシングが生じ、周辺部には偽像が生じます。
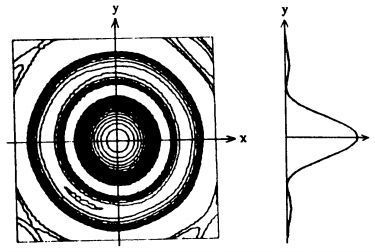
騒音強度の広がり
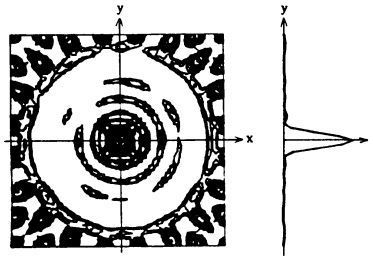
空間的エリアシング
・真の音源を特定できないこともある。
あくまでも最も大きな音を出している部位が分かるだけで、必ずしも騒音源が分かるわけではありません。機械音の場合、振動が伝播して強度の弱いところで大きな音が発生することが多いといわれていますので、大きな音を発生している部位と音源の位置が一致するとは限りません。
・測定に手間がかかる。
・主要な騒音源が多数存在する場合は、騒音対策方針を策定しづらい。
・空間分解能が低いため、小さな機械には適用できない。
光学顕微鏡では、本来2つの波源を2つの波源として分離できない場合があります。これは、2つの波源が顕微鏡の分解能よりも近くに存在する場合に生じます。顕微鏡の分解能はRayleighによって導出され半波長です。つまり、半波長よりも接近した波源があればそれらは1つのものとしてしか見えません。光のようなインコヒーレント(非可干渉)波動では半波長ですが、音波のようなコヒーレント(可干渉)な波動では2/3波長になることが導出されています。
竹田博:音響ホログラフィに関する研究(半球面ホログラムを用いる音響ホログラフィの基礎理論),日本機械学会論文集(C編),Vol.51,No.468(1985),pp.1991-1999
空間分解能は騒音を測定する範囲の影響を受け、機械を覆う測定面上で機械から出ている騒音を測定する場合(測定面の立体角2π)で2/3波長(500Hzの場合450mm)です。ただし、その場合でも複数の音源がある場合は各音源の正確な位置は測定できず強度のピーク位置が真の音源位置からずれます。位置ずれがないようにするためには数波長離れている必要があります(2波長として1.36m)。また、測定範囲(測定面の立体角)が狭ければ更に分離性能は低下します。
・高価
〇当社の音源寄与度の分離方式のメリット
・音源寄与度の推定精度が高い。
・測定容易
1つのマイクロホンで騒音を測定します。
・安価
〇当社の音源寄与度の分離方式のデメリット
・周期運動部品が発生する騒音にしか適用できない。
以上のように、それぞれの方法にはメリットとデメリットがあるため適用する騒音問題に応じて選択することが望まれます。
周期運動部品の音源寄与度の分離の原理と効果
当社の騒音分析ツールiNAでは周期運動部品の音源寄与度が推定できるため、回転機械のように周期運動部品が主要な騒音源になっている場合は定量的な騒音対策を行うことが可能になり、非常に有効です。
下図のように、回転機械に回転部品がA、B、Cと3つあったとします。各々の騒音のスペクトルは特有の回転音になりますが、機械の近くで騒音を測定するとこれらの部品の音が合成され複雑な音になります。このため、これらの部品が測定点で影響が大きいのか小さいのかわかりません。
そこで、iNAの周期運動部品音源寄与度分析機能を使用すると、各部品の騒音スペクトルと騒音レベルが計算できます。この騒音レベルの大小でどの部品に騒音対策をすればよいかを判断することができます。
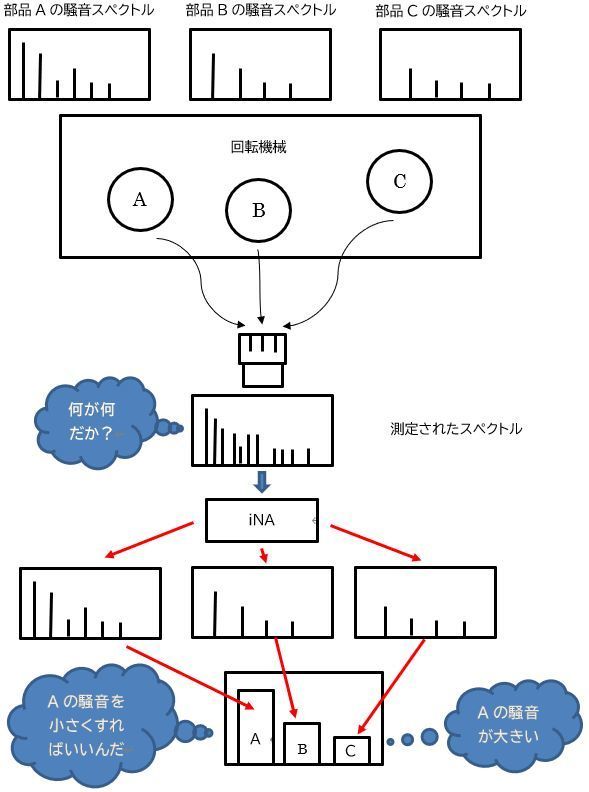
音源寄与度分離解説図