騒音分析ツール
騒音が問題になると、機械から出ている音を計測しその音の分析が行われます。これまでは、オクターブ分析やFFTを使用して騒音源の特定と騒音対策に役立てています。しかし、この2つの分析結果を有機的に利用するソフトウェアがなく、分析はしたものの騒音源を特定できない、あるいは有効な騒音対策に結びつかないといったことがよくあります。
また、騒音対策で最も有効なものは音源対策です。そこで、機械から発生している騒音の強度分布を計測して音源を特定することもよく行われています。ところがこの方法では単にどこから大きな音が出ているかが分かるだけで何が原因になっているかを割り出せないことがよくあります。
このように、現状では市販の分析ソフトを使用してもなかなか音源の特定や有効な騒音対策の策定が難しいという状況です。そこで、当社の周波数分析ツールiNA(integrated Noise Analyzer:アイ・エヌ・エー)は、長くメーカーにて騒音対策を実施してきた体験から、このようなソフトがあればという思いで作成した騒音対策に特化したツールです。このため、当社の騒音分析ソフトは単に周波数分析をするだけではなく、騒音源の特定や騒音低減策を策定するための有効な機能群を備えており、騒音対策で役に立ちます。特に、「周期運動部品音源寄与度分析機能」は回転運動などの周期運動をしている部品が発生している騒音の大きさを推定できるため、どの部品に対策を行えばよいかが分かり効率的な騒音対策を可能にします。例えば、ビームフォーマーなどを使用して、空間的な騒音分布を計測しても真の騒音発生源を突き止めることは難しいものですが、周波数分析を適用すれば真の騒音源を容易に突き止めることができます。
なお、iNAは騒音・振動の測定機能もありますが、分析のみを行う簡易版もあります。
騒音分析ツール iNA
iNAの特長
従来の周波数分析ソフトは、スペクトル計算やオクターブ分析を個別に行います。
一方、本装置ではオクターブ分析とパワースペクトルを総合的に利用するため、騒音対策を簡単に立てることができます。また、回転機械の音源寄与度分析機能により最も大きな騒音を発生している主音源が特定できます。
iNAの特長を以下に示します。
◆ 騒音対策の基本方針を迅速かつ効果的に得ることができます。
◆ 各周期運動部品の発生している騒音の大きさを推定することができます。このため、どの部品に騒音対策を行えばよいか簡単にわかります。機械騒音は主に周期運動をする部品から発生する騒音で構成される場合が多いため、この機能によりどの部品が大きな騒音を発生しているか簡単にわかります。
◆ 回転機械の指定回転角度範囲の騒音を高精度で周波数分析することができます。どの回転角で大きな騒音が出ているか、どの周波数の成分が大きいかを推定することができます。
◆「騒音対策手順書」が付属しており、iNAから参照できます。
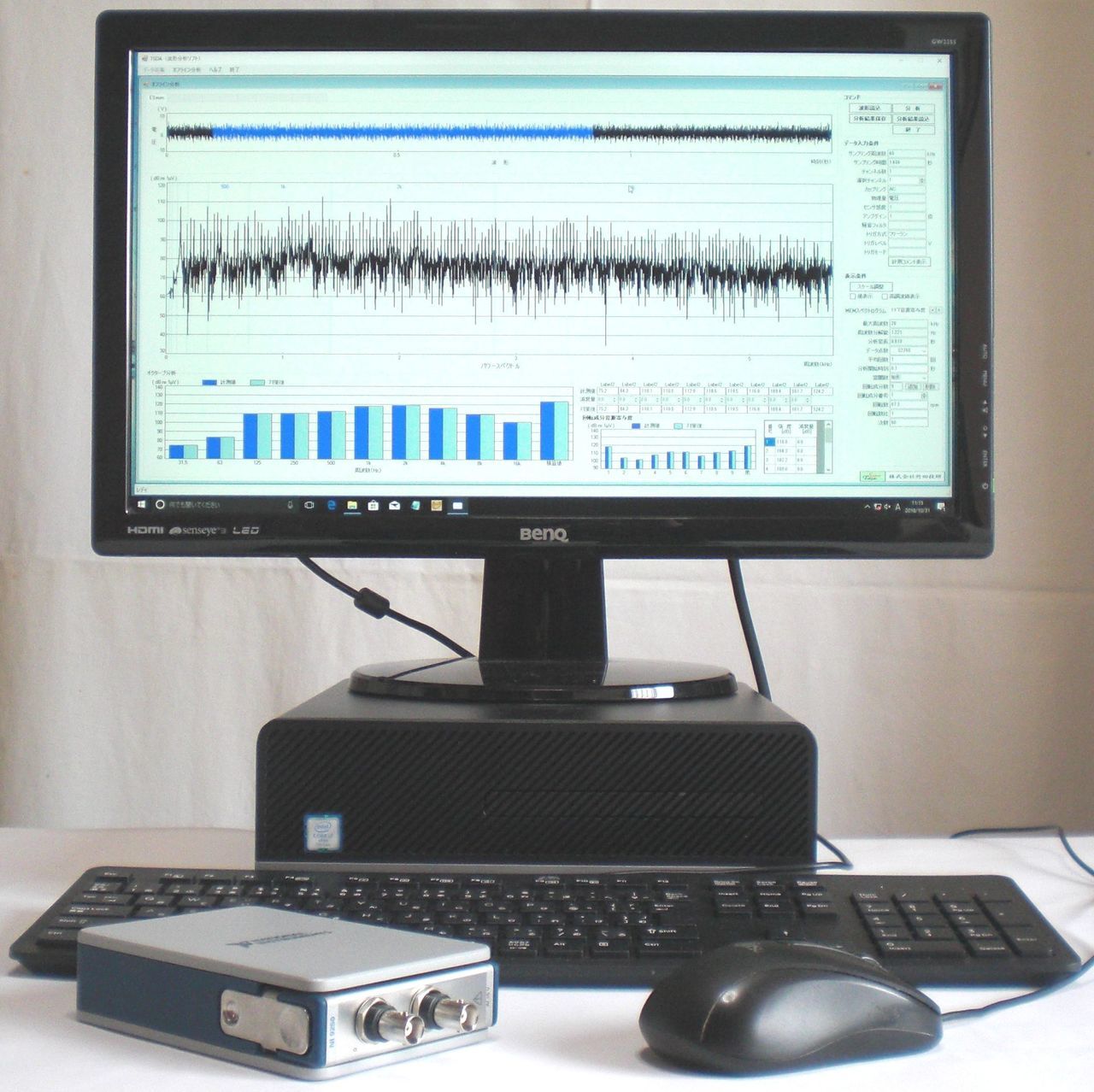
iNAの構成
◆ アナライザー
騒音分析ソフトを組み込んだパソコンです。ノートパソコンまたはデスクトップパソコンを使用します。
◆ A/D変換器
騒音や振動波形をパソコンに取り込みます。
iNAの機能
iNAには以下の機能があります。
◆ 周波数分析機能
・パワースペクトル分析機能
・オクターブ分析機能
・スペクトログラム分析機能
◆ 統合分析機能
パワースペクトルとオクターブ分析を統合して騒音対策指針を得るために使用します。
どの周波帯域のレベルが大きいか、どの周波数帯域をどの程度低減すれば目標の騒音レベルになるかを試算できます。更に、スペクトルを拡大表示し、問題の周波数範囲のスペクトルの形状を確認することができ、音源が振動によるものか流れによるものかなどの判断を容易にします。
◆ 周期運動部品音源寄与度分析機能
ギアやバルブなどの周期運動部品を多数含む複雑な機械の発生音を計測し、周期運動部品の発生音の寄与度を推定することにより、どの周期運動部品に対策を行う必要があるかをを推定することができます。
これにより、従来困難であった複雑な回転機械の騒音を効果的に低減することが可能になります。
◆ 回転角度別分析機能
回転機械の指定した角度範囲での騒音の周波数分析を行います。新技術により周波数分解の高いパワースペクトルの計算が可能です。どの部品の騒音が大きいか、どの周波数成分が大きいかなどを分析することができ、主音源の特定に有効です。
◆ 波形入力機能
・波形モニター機能
・波形入力&保存機能
なお、パワースペクトルとスペクトログラム、統合分析結果、周期運動部品音源寄与度分析結果、回転角度別分析結果は、5つのデータに対してメモリ保存されます。そこで、切り替えによって5データの上記分析結果を任意に表示させることが可能で、データの特徴とデータ間の比較が容易に行えます。
周期運動部品音源寄与度分析機能
周期運動部品を多数含む複雑な機械の発生音を計測し、各周期運動部品の周期を基にどの部品の発生騒音が大きいかを推定することができます。これにより、従来難しかった周期運動部品が多数使用された複雑な機械の騒音を、効果的に低減することが可能になります。例えば、自動車の運転席の騒音で、エンジンやエアコンなどの寄与度を推定することや、歯車群の中の発生騒音が大きい歯車の推定、回転機械の振動成分と流体音の寄与度なども推定できます。
下の例は自動車のエンジンルーム音を対象に分析した例で、最大強度を持つ1番目の部品のレベルを5 dB低減すると、騒音レベルが69.1dBになり、2.3 dBの騒音対策効果が得られることが分かります。回転部品が多数存在する複雑な機械でも少数の回転部品に騒音対策を施せばかなりの効果が得られることが分かります。
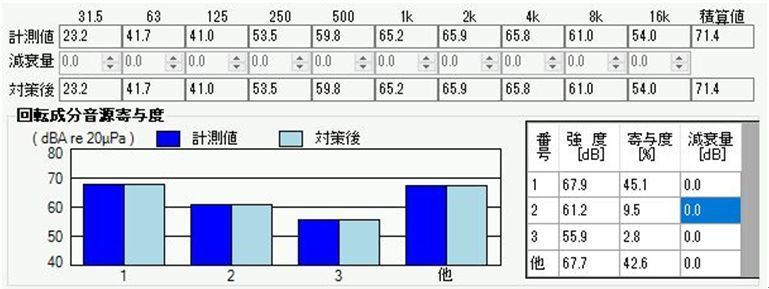
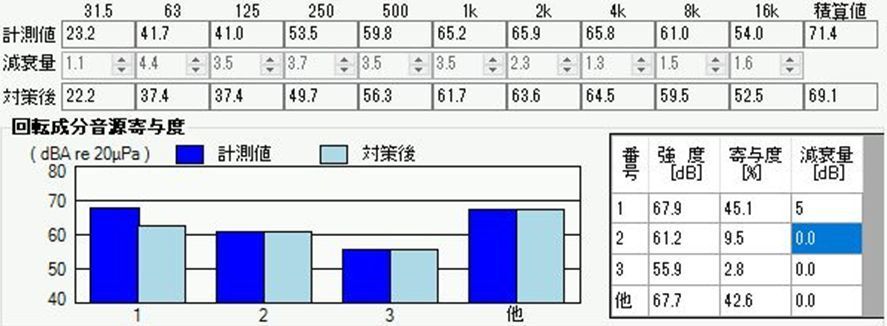
音源寄与度分析結果:騒音対策後
本機能の応用としては以下のものが考えられます。
- 1自動車の運転室内におけるエンジンやエアコン、空冷ファンなどの音源寄与度を計測する。
- 2歯車群の騒音を分析し、騒音が過大な歯車の等級を上げ騒音を低減する。一方、歯車群の中で発生騒音が小さいものがあれば、その歯車の等級を落としてコストダウンを図る。
- 3エンジン騒音とタイや騒音の音源寄与度を計測する。
- 4エアコンのファン音の音源寄与度を計測する。
- 5ギアドモーターのギア発生音の音源寄与度を計測する。
- 6大型モーターの軸受から発生する音の音源寄与度を計測する。
- 7カムを利用する機械から発生する周期音の音源寄与度を計測する。
周期運動部品の音源寄与度の分離の原理と効果
騒音分析ツールiNAでは周期運動部品の音源寄与度が推定できるため、回転機械のように周期運動部品が主要な騒音源になっている場合は定量的な騒音対策を行うことが可能になり、非常に有効です。
下図のように、回転機械に回転部品がA、B、Cと3つあったとします。各々の騒音のスペクトルは特有の回転音になりますが、機械の近くで騒音を測定するとこれらの部品の音が合成され複雑な音になります。このため、これらの部品が測定点で影響が大きいのか小さいのかわかりません。
そこで、iNAの周期運動部品音源寄与度分析機能を使用すると、各部品の騒音スペクトルと騒音レベルが計算できます。この騒音レベルの大小でどの部品に騒音対策をすればよいかを判断することができます。
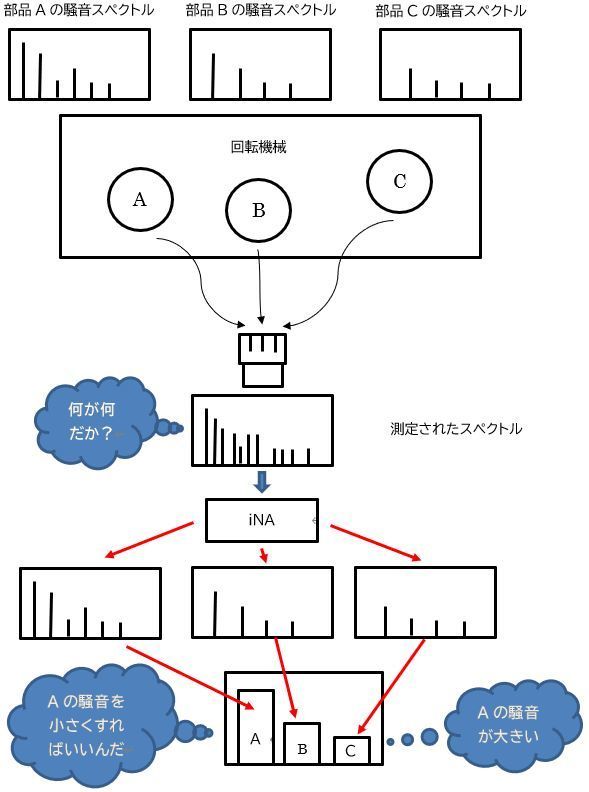
音源寄与度分離解説図
周波数分析機能
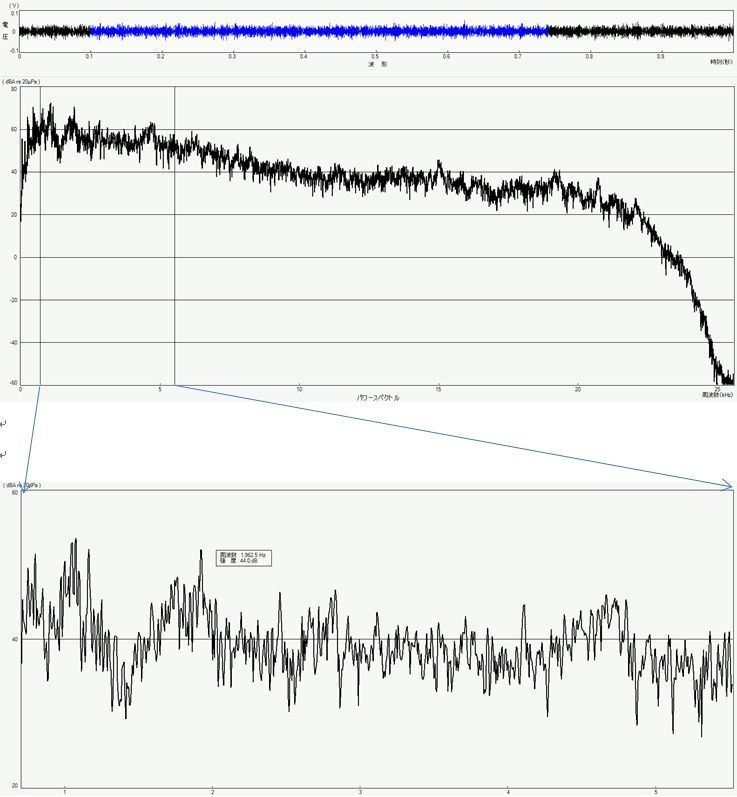
FFTを使用するパワースペクトル分析やオクターブ分析、スペクトログラム分析ができます。スペクトルの拡大・縮小表示、周波数と強度の表示が可能です。なお、最大分析点数は131072点です。
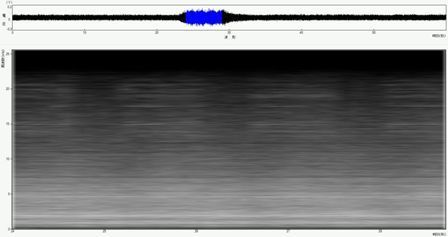
変動波形とその変動部分のスペクトログラムを示します。スペクトログラムは濃淡表示とカラー表示が可能です。スペクトログラムは、波形図の青く示した時間帯での値です。
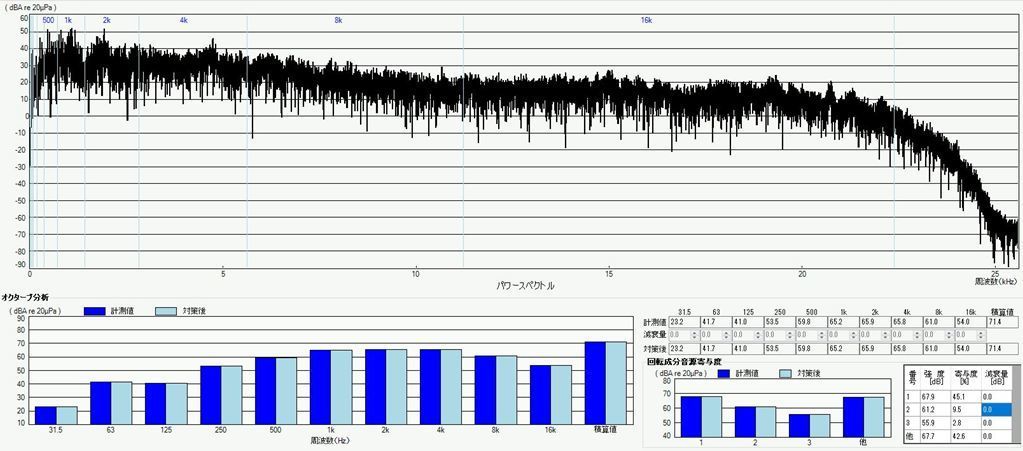
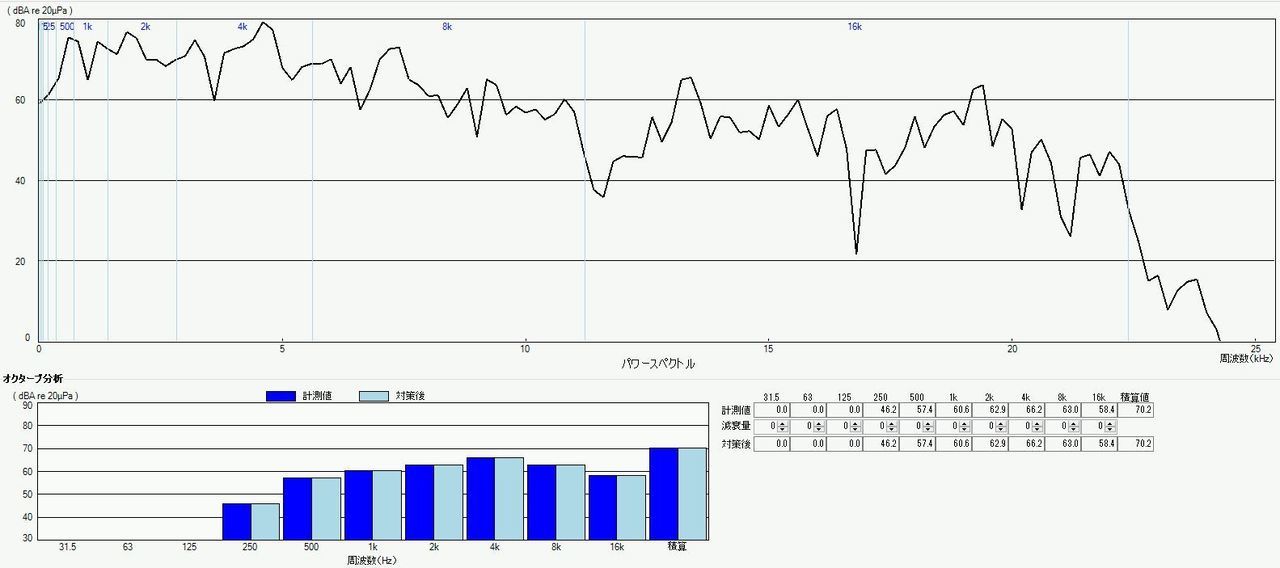
統合分析機能
iNAではパワースペクトルとオクターブ分析結果を同時に分析・表示します。
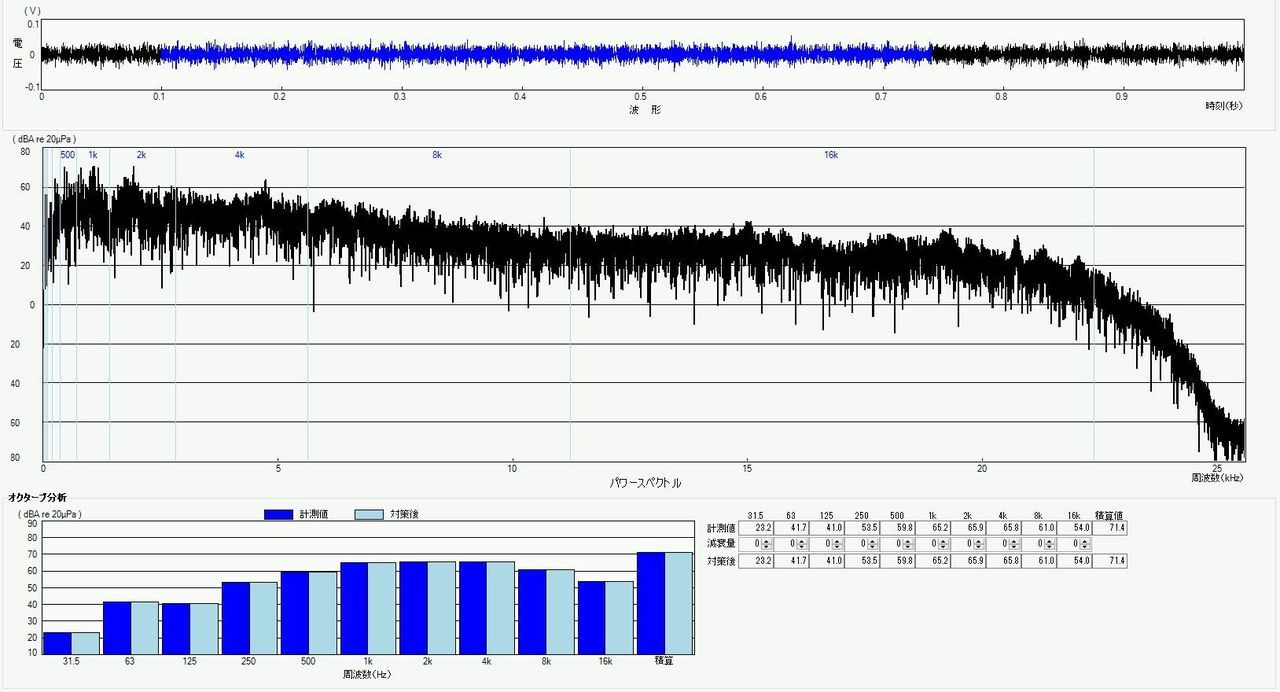
上から、波形、パワースペクトル、オクターブ分析結果です。
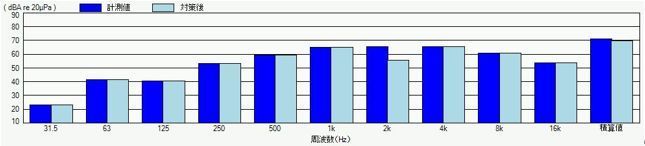
次に、上図の右下部の減衰量設定用コントロールを使用して、最も騒音レベルの高い中心周波数2kHz帯域を例えば10dB低減させると、騒音レベルが1.4dB低下することが確認できます(下図)。この機能を使用すれば、各周波数帯域で各種減衰量を設定することで騒音レベルの減衰度を確認することができ、騒音レベルを目標値にするためにはどの周波数帯域でどの程度の低減が必要であるかという騒音対策の基本方針を決めることができます。なお、オクターブ分析図の左側のバーは計測値を、右側のバーは騒音対策を施したときの推定値を示します。

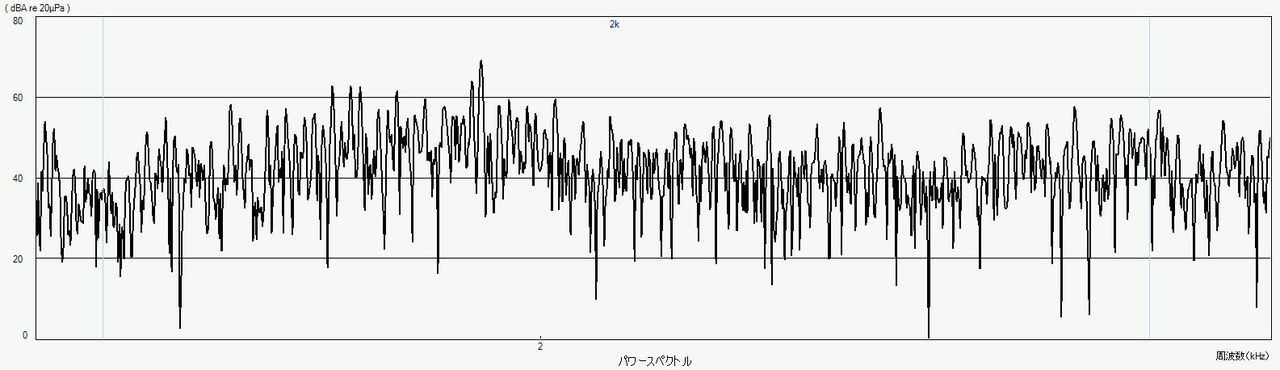
次に、パワースペクトル図を拡大して、中心周波数2kHz付近のパワースペクトルの形状を確認することができます。パワースペクトル図には各周波数バンドの上限周波数と、下限周波数を示す青い縦線が描かれていると同時に中心周波数が上部に示されています。このため、対象周波数範囲を容易に拡大表示することができます。この図には鋭いピークが多数観察されます。この周波数帯域の騒音は、振動に起因することが推定できます。この周波数帯域に鋭いピークが少なければ、流体音や燃焼音などが主体であると推測できます。
回転角度別分析機能
エンジンのように、周期運動をする部品が多数ある場合、どの部品が主要な音源であるかを見出すことは難しい問題です。しかし、部品が多数あっても、音を発生する回転角度範囲が異なれば、音を発生する回転角度範囲のデータを分析することにより各部品が発生している音の強度や周波数特性を計算することができます。
従来は、FFTを使用しても周波数分解の高いパワースペクトルを計算することができませんでしたが、iNAでは新開発の分析方法を適用することで周波数分解能の高いスペクトルを得ることができ、どの部品が主要な音源であるか、またどの周波数成分が大きいかを計測することができます。
下図は、自動車のエンジンルーム音の90度の回転角度範囲を分析した結果です。
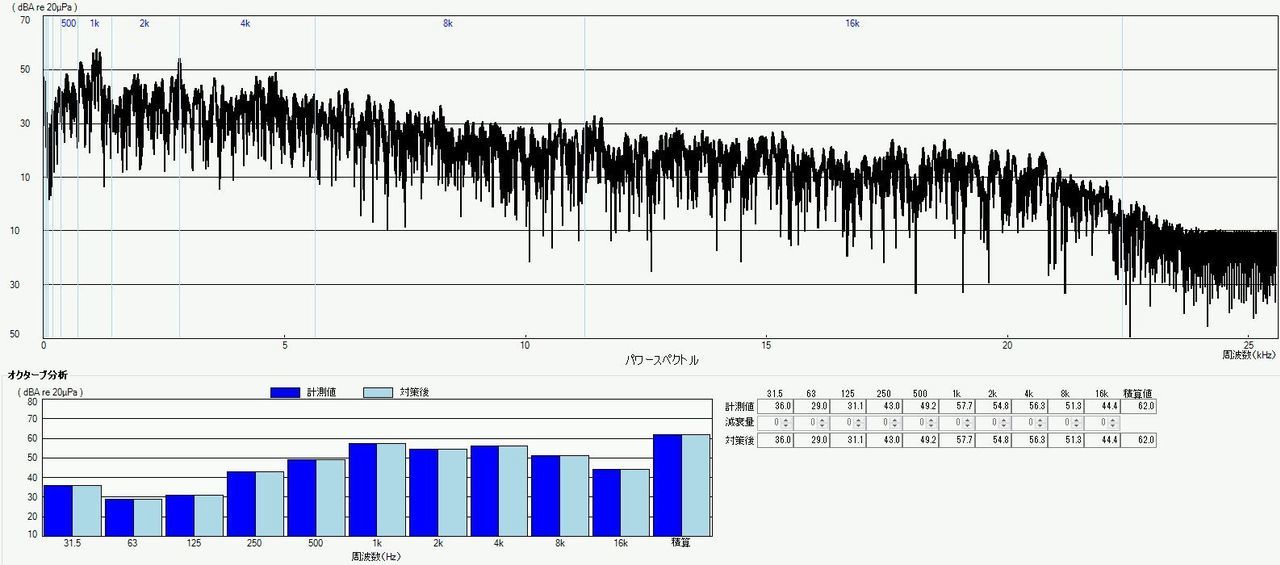
従来法による周波数分析結果
回転角度別分析の応用としては以下のものが考えられます。
- 1エンジンのバルブ開閉音や爆発音などのどれが主要な騒音になっているかを分析する。
- 2往復動圧縮機で、バルブ開閉音や作業流体の圧縮、膨張音のなどのどれが主要な騒音になっているかを分析する。
- 3タイヤのトレッドパターン群に対して、各パターンが発生している音の特性を分析し、発生騒音の平準化を図る。
- 4稼働時に異音が発生している回転機械において、どの角度で異音が発生しているかを分析して異音の発生源を探索する。
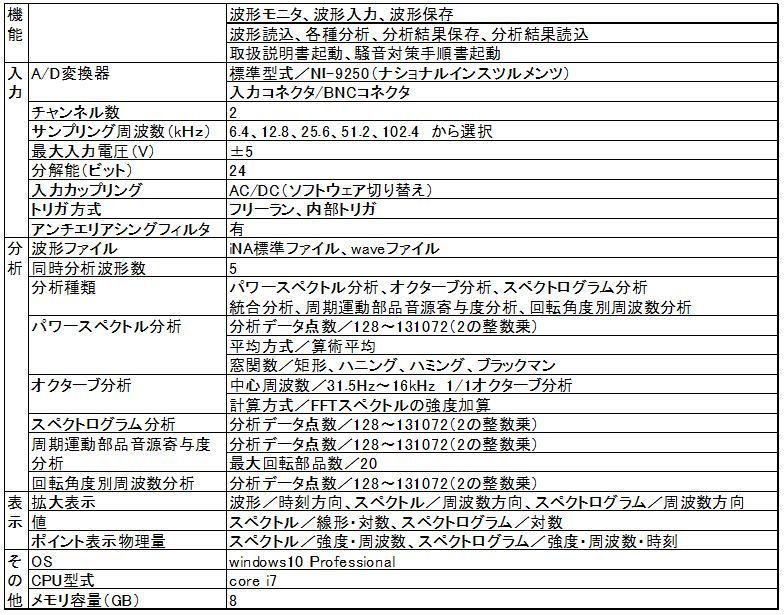
仕様
標準版iNAの仕様を示します。なお、分析はすべてオフライン分析です。
価格
iNAには標準版と分析機能のみを保有する簡易版があります。それぞれの機能と価格を示します。
| 簡易版 | 標準版 | オプション | |
|---|---|---|---|
| 分析機能 | 〇 | 〇 | |
| 処理対象ファイル(iNA標準ファイル) | ー | 〇 | |
| 処理対象ファイル(waveファイル) | 〇 | 〇 | |
| 波形入力機能 | ー | 〇 | |
| A/D変換器 | ー | ー | 〇 |
| パソコン | ー | ー | 〇 |
| 税抜き価格(万円) | 15 | 30 | 約30 |
*)簡易版では騒音レベルは相対的な値表示になります。
*)A/D変換器はナショナルインスツルメンツ社のNI 9250を使用します。
*)モニタサイズはフルHDです。パソコンのモニタサイズが小さい場合は外付モニタを使用します。
*)OSはWindows10、11 64ビットで使用できます。
なお、iNAを使用して騒音源特定サービスも行います。waveファイルまたはビデオ画像ファイルをお送り頂けば騒音分析と騒音源の推定、基本的な騒音対策案の策定を行います。サービス料金は10万円からです。